
Screws are hailed as the “rice of industry”. Though small, they are by no means insignificant. However, throughout history, there have been numerous incidents where neglecting screws has led to major disasters.
To address the issue of loosening of threaded fasteners, technicians have adopted various proactive and effective measures, injecting new vitality into the development of threaded fasteners. There are many anti-loosening technologies and structures for threaded fasteners. The specific solutions are as follows:
Common loosening problems of threaded fasteners, anti-loosening measures, and anti-loosening structures
- Controlling preload
Controlling the installation preload is one of the economical and effective measures to prevent the loosening of threaded fasteners. This method utilizes the self-locking condition of the thread and does not require any modification to the structure of the bolt or nut.
It prevents loosening by ensuring an appropriate preload. For applications with particularly high installation control requirements, a direct control method is adopted, where the preload is measured and controlled during installation.
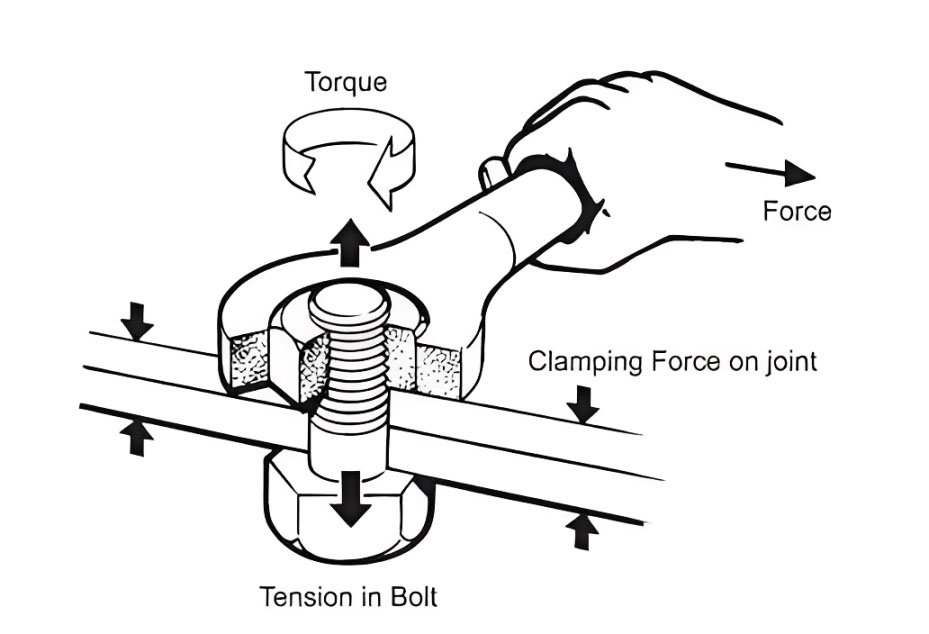
Generally, direct control of the installation preload requires the use of specialized equipment or the mastery of specialized techniques, making it difficult to promote.To obtain satisfactory preload in an economical way, indirect measurement and control of preload are more commonly adopted, namely the torque control method.
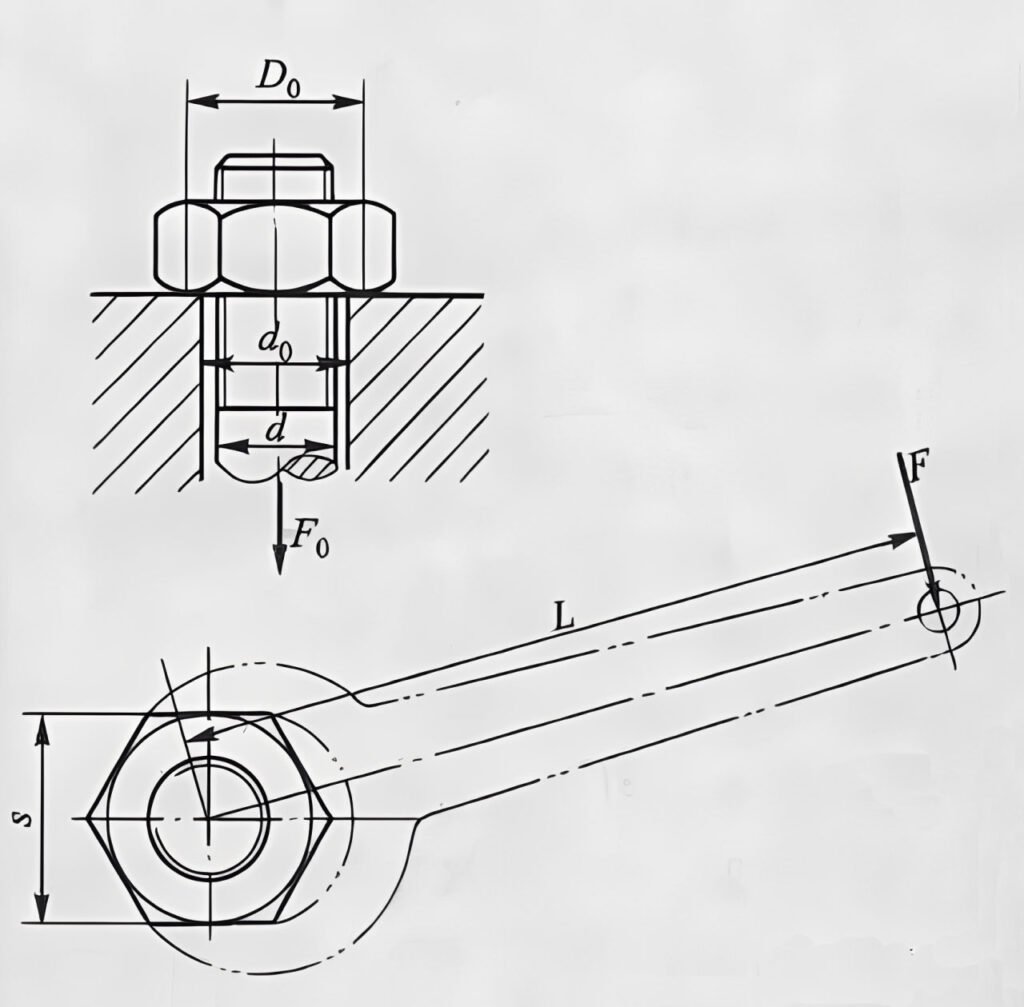
Torque control method converts preload into assembly torque through the torque coefficient, and uses a torque-controlled or torque-measuring assembly machine or wrench to control the assembly torque, or utilizes the inherent structure of the fastener to ensure the tightening torque (such as the torque-shear type bolt connection pair), thereby indirectly controlling the preload.
To achieve the expected goal, it is required that the torque coefficient of the connection pair can be accurately determined in advance and the coefficient of variation of the torque coefficient of the same batch of parts is not large.
For example, GB/T1231-1991 clearly stipulates that the average torque coefficient of the same batch of connection pairs is 0.110-0.150, and the standard deviation of the torque coefficient should be less than or equal to 0.001%. In engineering practice, there are also control methods such as the angle method and the yield point tightening method.
- Effective moment type fasteners
Effective moment type fasteners are based on the structure of ordinary fasteners and add an effective moment part, which serves to increase a resistance moment that does not change with external force in the connection pair. The effective torque part is mainly applied to the nut. Products with the effective torque part added to the external thread are relatively rare.
For all-metal effective torque type lock nuts, there are three types. One type utilizes the deformation of the nut body after the thread is machined, causing axial or radial deformation of the thread, resulting in local interference between the internal and external threads during assembly and generating an effective torque.
Due to the influence of the deformation amount, the deformation resistance of the blank before deformation, and the geometric accuracy, the processing requirements are high, and the control of the effective torque is difficult. Another type is to thin the effective torque part, then crimp or slot and crimp it.
The third type embeds a metal elastic element in the nut body. During assembly, the external thread forces the elastic element to deform, generating an effective torque. This type of nut has high requirements for the elasticity of the elastic element and the position of the embedded part. Sometimes, it may scratch the surface of the external thread.
- Use of washers
Currently, the main washers used are flat washers, spring washers, and elastic washers.
Flat washers are mainly used to improve the contact state of the support surface, ensure the stability of the friction coefficient of the support surface, and have a certain anti-loosening effect; spring washers use their elasticity to generate an axial force, increasing the elasticity of the connection.
The results of lateral vibration tests show that their anti-loosening effect is poor under such test conditions; elastic washers have twisted teeth that are flattened by the tightened nut, causing the thread pair to be tightly pressed together, and at the same time, they partially embed into the support surface.
They have uniform elasticity and a good anti-loosening effect, but they may scratch the surface of the parts. In some specific situations, scratching the surface of the parts is exactly what is desired, such as for the terminal posts on parts with surface paint, which can scratch the paint to ensure electrical conductivity.
- Direct locking
After tightening the nut, a locking (stop) element is used to lock the nut and the bolt to prevent their relative rotation. The most commonly used ones are cotter pins, wire series, and stop washers, etc. Cotter pins are used in conjunction with bolts with holes at the end and slotted nuts.
They are reliable for anti-loosening, but the slot angle of the nut is generally 60°, and the slot and hole must be aligned during installation, which is inconvenient for assembly. Low-carbon steel wire is inserted into the metal wire holes in the bolt head or nut, causing several bolts or nuts to be connected in series and mutually restrained, which is reliable for anti-loosening.
Stop washers rely on the plastic deformation of the washer to hold the nut in place. When disassembling, the washer must be flattened and restored before loosening the nut. They are used for heavy-duty and dynamic load connections that are not frequently disassembled, such as flywheel nuts.
- Disrupting the kinematic pair relationship
A punch is used to locally deform the threads of the bolt and nut, deviating from the original tooth profile, making them unable to mesh with normal threads locally and disrupting the original kinematic pair relationship, forming a non-reusable connection. If disassembly is required, a large torque must be applied to remove the nut or destroy it. This method is rarely used nowadays.
- Bonding
Bonding involves bonding the bolt and nut or the connected parts together to achieve the anti-loosening purpose. For mass-produced bonded bolts, the anaerobic adhesive is usually applied to the parts in the fastener manufacturing plant and then dried to form microcapsules.
These microcapsules have a dry surface and no sticky feeling. During assembly, the microcapsules are crushed by compression, and the adhesive oozes out, firmly bonding the bolt and nut. When disassembling, only a sufficient torque needs to be applied. Generally, within a certain period, they can be reused a limited number of times.
If you are looking for quality fasteners, please visit us here https://hktl-fastener.com/.